«Para pensar algo original, tenemos que comenzar en un lugar menos conocido… y luego incorporando la familiaridad… (podemos) desarrollar una idea novedosa y útil»
Adam Grant, Originales, 2016
Sí este es el primer artículo al cual llegas, te platico, a manera de resumen lo siguiente, en la primera parte de esta serie (que puedes revisar aquí: https://intotheingredientverse.com/2021/07/17/valor-agregado-en-carnes-parte-1-introduccion/) comenté como a través de los años, y sobre todo ahora con la pandemia, se han acelerado los cambios en los estilos de vida, han surgido nuevas modalidades de empleo gracias a la tecnología y las personas se han vuelto más conscientes por mejorar su salud, lo que ha ocasionado a un consumidor que demanda una mayor variedad de alimentos de conveniencia (listos para consumir, fáciles y rápidos de preparar, porciones más pequeñas, más saludables, más sabores, etc.). Esto ha llevado a que la industria tenga que desarrollar o crear una gran diversidad de alimentos de valor agregado y mencioné que en el caso de la carne existen 3 tecnologías que son sencillas y fáciles de implementar para agregar valor, las cuales eran:
- La Tecnología de Marinado (que puedes revisar en https://intotheingredientverse.com/2021/08/28/valor-agregado-en-carnes-parte-2-tecnologia-de-marinado/)
- La Tecnología de Sistemas de Cobertura, que revisaremos en esta publicación y
- La Tecnología de Reestructurado en Frío (https://intotheingredientverse.com/2021/10/18/valor-agregado-en-carnes-parte-4-tecnologia-de-reestructurado-en-frio/)
Hoy toca el turno por lo tanto de revisar la tecnología de sistemas de cobertura. Así que para entrar de lleno en el tema es importante saber cual es la finalidad de utilizarlas
- En primer lugar lo hacemos para Dar Valor Agregado a la carne, ya que con su uso podemos:
- Ofrecer nuevos sabores y texturas: al tener distintas capas de cobertura es posible jugar con estas características sensoriales
- Mejorar la apariencia, es posible obtener colores dorados, rojizos u otros colores atractivos para el consumidor, así como tener realces interesantes en la superficie de los alimentos al hacer uso de diferentes granos, hierbas, especias y vegetales con diferentes granulometrías
- Brindar conveniencia: es decir la posibilidad de elaborar alimentos que sean fáciles y rápidos de preparar o cocinar, desarrollar alimentos para microoondas, etc.
- Y como segundo punto para Incrementar el Rendimiento. Con el uso de coberturas podemos tener rendimientos desde el 10% hasta del 60%, lo cual revisaremos más adelante.
Tipos de Coberturas
Es importante indicar que podemos clasificar los sistemas de cobertura en 2 tipos que serían los siguientes:
- Rubs y Glazes
- Capeadores y Empanizadores
Rubs y Glazes
Revisemos primero los Rubs y Glazes. Estos términos están en inglés así que en español por RUB nos referimos a una mezcla de hierbas, especias y vegetales que puede o no llevar chiles y que se aplica por frotación en la superficie de la carne antes de cocinarse. Básicamente existen 2 tipos de rubs:
- Sazonadores (dry rubs): es una mezcla seca de los ingredientes anteriores ya sea enteros, quebrados o en polvo para dar sabor a la carne. Se usa principalmente en alimentos que se cocinan rápidamente (alta temperatura/asador). Son los típicos sazonadores que se aplican a las carnes antes de echarse a la parilla o asador. la dosis de aplicación puede andar entre el 1% al 2% por lo que no contribuyen a mejorar el rendimiento
- Adobos o cobertura líquidas (wet rubs): son mezclas de hierbas, especias y vegetales con un líquido que puede ser agua, aceite, vinagre, jugos, etc. para formar una pasta espesa que se aplica a la carne. El potencial de sabor se da al aplicar una cantidad generosa a la carne y por lo general se deja reposar un cierto tiempo antes de cocinar para que penetren los sabores. Después, dependiendo del tipo de producto, se puede aplicar una cocción rápida ó lenta (horno). En este caso se pueden obtener rendimientos desde el 8% al 12% dependiendo de la cobertura.
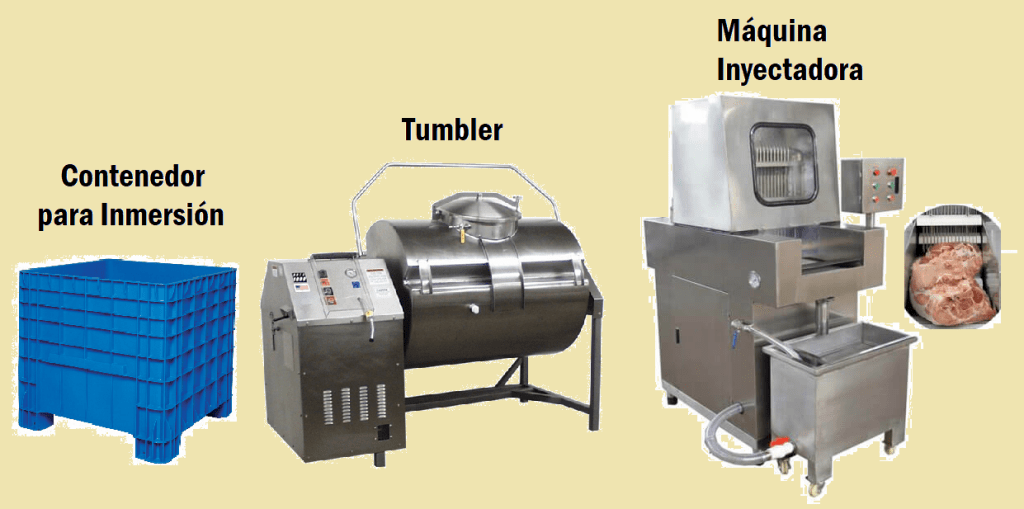
Los rubs (adobos y sazonadores) pueden aplicarse con un tumbler, que es el mismo equipo para marinar o se puede hacer el proceso manual.
Con respecto al GLAZE, en idioma español, nos referimos a una salsa espesa que se añade sobre las carnes en el momento en que se están cocinando en la parrilla o después de cocinarse. A menudo son sabores dulces y especiados, por ejemplo, salsa BBQ, honey sauce, salsa agridulce, salsa tamarindo, etc. Se aplican como una forma de mejorar el sabor y palatabilidad y no con la finalidad de mejorar el rendimiento.
Capeadores y Empanizadores
Los alimentos capeados y empanizados son aquellos productos en los cuales el componente principal (en este caso la carne) está rodeada por una cobertura a base de cereales u otras harinas.
Los productos capeados y empanizados están formados por 2 elementos:
- El Núcleo: es el componente principal a cubrir y se le denomina substrato que puede ser carne, queso o vegetales.
- El Sistema de Cobertura: es con lo que se cubrirá el núcleo o sustrato y consta de 3 componentes:
- Predust o Preempanizador: es un componente seco (harinas)
- Capeador o Batter: es un componente húmedo (huevo o mezclas de harinas con almidones, leche, agua, huevo, proteínas, etc.)
- Empanizador: es un componente seco (pan o galleta molidos, crustos extruidos, semillas, nueces, etc.)
¿En que consiste el proceso de Empanizar y Capear?
El proceso es sencillo y voy a explicar cómo se hace de la manera artesanal. Por ejemplo, para hacer un producto empanizado se toma un filete aplanado de pechuga de pollo, el cual cubrimos con harina de trigo (predust) por ambos lados haciendo presión con las manos y eliminando el exceso de harina, seguido inmediatamente después por un baño rápido en huevo (batter o capeador), luego cubrimos el filete con migajas de pan por ambas partes haciendo presión con las manos para que se adhiera todo el sistema a la carne y finalmente el filete empanizado se fríe en aceite. Este producto es lo que denominamos una milanesa de pollo.
Con el producto capeado hacemos lo mismo, sólo que el acabado final del alimento se da con el batter o capeador. Aquí no se utiliza la última capa que es el empanizador. En este caso el capeador o batter no es sólo huevo, sino más bien una mezcla de varios ingredientes (huevo, harina, leche, almidones, etc) para brindar diferentes texturas, volumen (esponjosidad) y apariencia (color). Como paso final el producto también se fríe y se obtiene un producto con una menor crujencia que el producto empanizado.
Este proceso manual o artesanal se ha escalado a nivel industrial haciendo uso de diferentes equipos para cada uno de los componentes del sistema de cobertura, hasta obtener líneas de producción totalmente automatizadas casi sin contacto humano y que producen cientos de productos empanizados por hora con una consistencia y una presentación casi idéntica entre ellos.
El último paso tanto en los productos empanizados y capeados es el proceso de freído o cocción cuya finalidad es:
- “Solidificar ó fijar” el sistema de cobertura para que no se desprenda durante su almacenamiento, manejo o comercialización
- Desarrollar el color café/dorado atractivo en la superficie
- Cocinar el sustrato junto con la cobertura para el desarrollo de sabor, textura y palatabilidad e
- Inactivar microorganismos patógenos
Estos alimentos se pueden ofrecer a la venta en cualquiera de las siguientes formas:
- Empanizado crudo: el producto es empanizado y empacado para que el consumidor lo cocine. Este producto es suave, flexible y pegajoso y si no se maneja adecuadamente se corre el riesgo de que se desprenda el sistema de cobertura
- Pre-frito / blanqueado: el producto empanizado se fríe en aceite a 180-198°C durante 20-45 segundos para fijar la cobertura pero el sustrato sigue crudo. Se enfría y empaca
- Totalmente frito: el producto se cocina en un solo paso al freírlo en aceite a 180-198°C durante 1 a 10 minutos dependiendo del tamaño del producto. Luego se enfría y se empaca
- Pre-frito – Terminado en horno: el producto recibe un tratamiento de pre-frito en aceite y después se cocina totalmente en un horno con humedad controlada para reducir el nivel de grasa en el alimento. Luego se enfría y empaca
Después de finalizada la cocción, los productos seguirán perdiendo humedad en forma de vapor por lo que es importante enfriar o congelar tan pronto como sea posible, antes de empacar, para minimizar la pérdida de humedad y mantener o mejorar el rendimiento.
La cocción proporciona un producto con una cubierta dura que puede manipularse de manera más fácil para el empacado, almacenamiento, comercialización, etc.
La congelación se utiliza para mantener la textura, apariencia y frescura del alimento. El producto congelado es menos propenso al desprendimiento o rompimiento del sistema de cobertura y a la oxidación de lípidos.
Los productos empanizados y capeados una vez empacados se recomienda su almacenamiento en congelación o refrigeración.
Rendimientos al usar empanizadores y capeadores
Con el uso de este sistema de cobertura se pueden tener rendimientos desde el 20% hasta el 60% debido a la acumulación de las diferentes capas del sistema de cobertura (predust, batter y empanizador). Cabe indicar además que la carne puede marinarse previamente a la aplicación de este sistema lo que contribuiría como otra capa de sabor que aportaría además una mayor jugosidad y rendimiento después de la cocción.
En México no existe una norma que regule cuanto empanizador o capeador se puede aplicar a la carne. Pero podemos guiarnos de nuestros vecinos en el país del norte. Por ejemplo, en USA (FDA y USDA) existen regulaciones para productos empanizados en carne roja y pollo. Sólo se pueden llamar productos empanizados aquellos que tengan un rendimiento ≤ 30%. Sí el rendimiento es > 30% y hasta el 65%, los alimentos se denominan frituras. Entre las frituras se encuentran el corndog o banderillas como se conoce en México (65%), popcorn-chicken (50%) y camarón capeado (aquí existe un límite de rendimiento hasta el 50%), por lo general vamos a encontrar que todas las frituras se manejan entre el 50-60% de rendimiento.
Se buscan empanizados y capeados más saludables
Los productos empanizados y capeados por lo general se fríen en aceites o grasas y esto hace que sean productos altos en calorías y con una apariencia poco saludable pero ya se está trabajando por mejorar esta cuestión. Entre los puntos de estudio está por ejemplo
- La reducción en la absorción de aceite
- se están aplicando soluciones altas en proteínas y/o con gomas y/o almidones altos en amilosa mediante aspersión en la superficie de los empanizadores
- Se están aplicando gomas como metilcelulosa e hidroxipropilmetilcelulosa en el predust y/o en el batter
- La aplicación combinada de tratamientos térmicos: Prefrito y acabado en horno
- Se han diseñado nuevos hornos de convección: que brindan texturas crujientes sin o con el mínimo uso de aceite
- Coberturas de grano entero: se usan harinas de grano entero o multigrano (con fibra y germen) para brindar una apariencia más saludable. El uso de almendras, avellanas y cacahuates con diferentes granulometrías. Aquí el reto principal es el sabor y la textura.
- Sistemas de cobertura libre de gluten: se están evaluando diferentes harinas e ingredientes derivados de papa, arroz, maíz, chicharos, lentejas, habas, garbanzos, quinoa, etc. Estos productos son altos en proteína, ricos en fibra, no alérgenos y libres de GMOs. El reto principal es lograr texturas crujientes y buena adherencia del sistema de cobertura en el sustrato (la carne)
Es fácil imaginar la variedad de productos cárnicos que se pueden desarrollar haciendo uso de los sistemas de cobertura y hemos visto también que es posible combinar esta tecnología con la tecnología de marinado por lo que el abanico de productos se amplía aún más y eso que todavía falta por revisar la tecnología de reestructurado en frío la cual nos dará un mayor panorama del valor que podemos agregar a la carne.